|

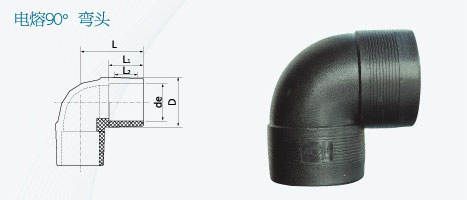
電熔90°彎頭
電熔45°彎頭
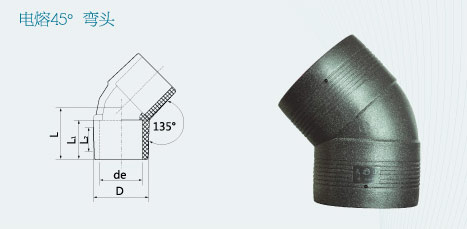
電熔彎頭型號
|
公稱直徑de/mm
|
管件外徑D/mm≥
|
管件長度L/mm≥
|
插入深度L1/mm≥
|
熔區長度L2/mm≥
|
|
50
|
65
|
85
|
45
|
20
|
|
63
|
80
|
85
|
50
|
20
|
|
75
|
95
|
100
|
55
|
30
|
|
90
|
110
|
120
|
65
|
35
|
|
110
|
140
|
145
|
75
|
40
|
|
140
|
170
|
170
|
80
|
40
|
|
160
|
200
|
190
|
95
|
45
|
|
200
|
250
|
225
|
105
|
50
|
|
225
|
270
|
250
|
110
|
55
|
|
250
|
296
|
245
|
115
|
65
|
|
315
|
373
|
285
|
135
|
80
|
|
355
|
420
|
355
|
140
|
90
|
|
400
|
473
|
385
|
150
|
100
|
|
450
|
535
|
425
|
155
|
100
|
|
500
|
595
|
455
|
160
|
100
|
什么是電熔管件?
電熔管件是指可以通過電流所產生的溫度而溶化達到連接的一種塑料(聚乙烯)管材配件。
施工配套工具
電熔焊機(符合ISO12176-2)
安裝及使用步驟
1.垂直切割管材,把承插到電熔管件的管材位置用刮刀除去表面氧化層。
2.按照電熔管件的承插深度用記號筆在管材表面做好標識線。
3.將管材插入電熔管件直至標識線的深度,安裝后管材的軸心線與電熔管件重合。
4.將管材與管件通過夾具進行固定,防止焊接過程中發生錯位及松動。
注意事項
1.安裝時電熔管件內壁及管材熔接區嚴禁有有機物及其他物質污染。
2.焊接管件時必須遠離焊接管件,直至完成焊接冷卻30S后方可靠近。
3.根據現場環境的溫度及工作電壓變化。在焊接時可適當補償焊接時間。
4.根據電熔焊機的要求輸入匹配的電源,在電源距離電熔焊機越遠,則要求電源線線徑越大,以免出現欠壓影響焊接質量。
5.管道安裝時,彎頭、三通管件必須做好支墩加固或支架固定及適當做好管道補償。
6.管材填埋必須在凍土層以下,管溝在安裝及焊接時不能有水浸泡管道。
7.氣溫較低時,焊接電熔管件必須做好保溫工作。
8.晝夜溫差較大的環境下工作,必須采用扶正器及其他工具固定電熔管件兩邊的管材,以免受熱脹冷縮影響焊接質量。
9.在冷卻過程中,不能移動管材和管件。
|


